
在当今工业生产中二氧化碳焊机维修,激光焊接机可是个相当重要的设备!虽说它效率高,可使用起来也时常会闹点幺蛾子。要想让它顺顺当当工作、减少故障,那先了解其工作原理就特关键!下面双成激光就来给咱们聊一下激光焊接机的常见故障及处理法子。
焊接方式揭秘
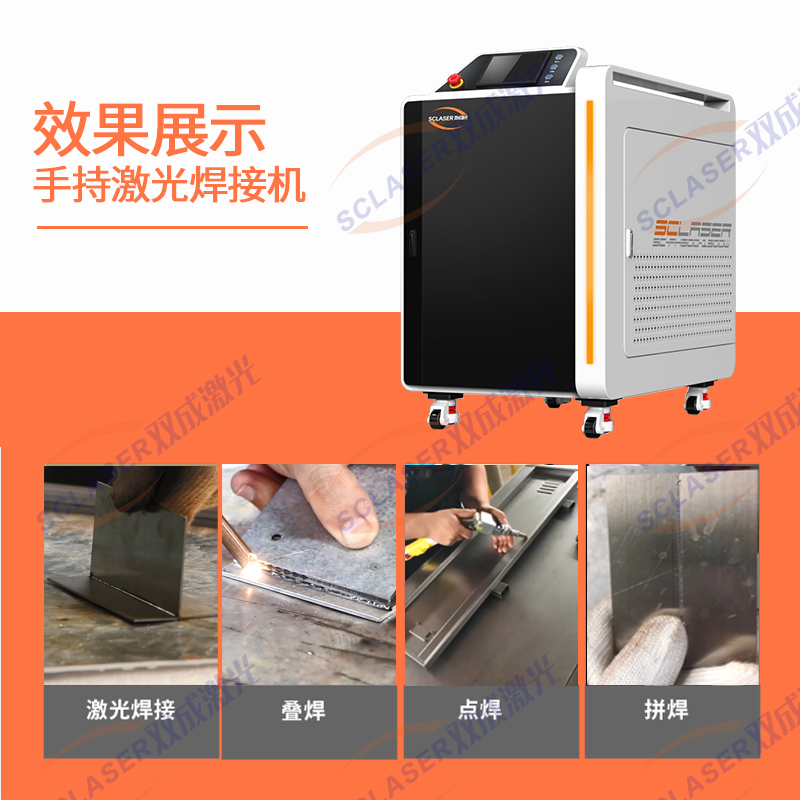
常见的激光焊接方式各有特色。一种是传导焊接,就像热慢慢地渗透进去,能量比较温和地传递使材料熔化结合。另一种则是深熔焊接,能量集中,能让材料一下子熔深很大,焊接速度快但对操作要求也高。不同焊接方式都有各自适用的场景和材料,在生产中得按需来选
焊缝发黑问题
有时候咱们会发现激光焊接机焊接时焊缝黑不溜秋的,这可咋整。原来是保护气的气流方向在捣蛋,气流方向不对就容易这样。正确的做法是让保护气的气流方向与工件的方向反着来,这样保护效果就好多了。比如在车间加工一批金属工件的时候二氧化碳焊机维修,这个问题一旦调整气流方向,焊缝的颜色就漂亮多
焊缝裂纹难题
焊接时出现裂纹可真让人头疼。首先可能是工件的冷却速度太快了,像是冷却水温度太低就会这样。咱们得在夹具上好好调整,把水的温度给提上去,让冷却别那么急。若工件配合间隙过大或者有毛刺,也会出裂纹,那就要提高工件的加工精度,把这些瑕疵都弄没。另外要是工件没清洗干净也不行,有脏东西在这干扰肯定出问题,得再次把工件清洗得干干净净的。还有保护气体流量太大也会导致裂纹,这就得把气体流量给减小些。之前有一次焊接不锈钢板材,焊缝好多裂纹,通过这几种方法调整后就解决
焊接渗透不足
要是焊接渗透不够也很麻烦。一种情况是激光能量不足,咱们可以通过改善脉冲宽度和电流,让能量更足一些。就跟做饭火不够猛就烧不熟一样,焊接这能量得够才能熔透。还有一个原因是对焦镜头的量没对,那就得调整对焦的量,让它接近对焦位置,就像调望远镜一样,调好才能看得更清楚、焊接得更好。比如在焊接厚度较厚的金属板时,出现渗透不够的情况,经过这样调整就明显改善
火苗减弱状况
焊接时火苗减弱也是常有的事。快门没完全排斥,可能是连接件那里不太顺滑,得检查一下快门连接件,给它润润,让连接机能顺滑机械地工作。要是主光路激光偏差,那可得调整主光路全反射和半反射光线了,用像纸检查,然后把圆点调整到最佳状态。另外,冷却水污染或者长期不换冷却水也会使火苗减弱,得赶快换冷却水,把紫外线玻璃管和氙灯都好好清洗清洗。要是激光不在聚焦头下的铜喷嘴中心输出,那就得调整45°反射光线,让它乖乖地从喷管中心输出。要是聚焦透镜或激光谐振器膜出现损坏或是被污染,就得赶忙更换或者清洁干净

 网站首页
网站首页 单位简介
单位简介 新闻动态
新闻动态 社会责任
社会责任 产品服务
产品服务 党的建设
党的建设 人力资源
人力资源